Como limpar o bocal da sua impressora 3D com um puxão a frio
A complexidade da impressão tridimensional é ultrapassada apenas pela vasta gama de potenciais problemas que podem surgir durante o processo. Entre estas dificuldades, os bicos entupidos têm a distinção de serem os mais prejudiciais e catastróficos.
As medidas preventivas contra o entupimento de bicos podem ser alcançadas através de um método simples, e esta abordagem é igualmente eficaz para tratar tanto a formação inicial de entupimento como os bicos parcialmente obstruídos.
Leia esta passagem para adquirir uma compreensão abrangente da técnica de execução de puxões a frio e como a implementação desta estratégia de manutenção da impressora 3D pode simplificar as suas operações.
O que é uma extração a frio?
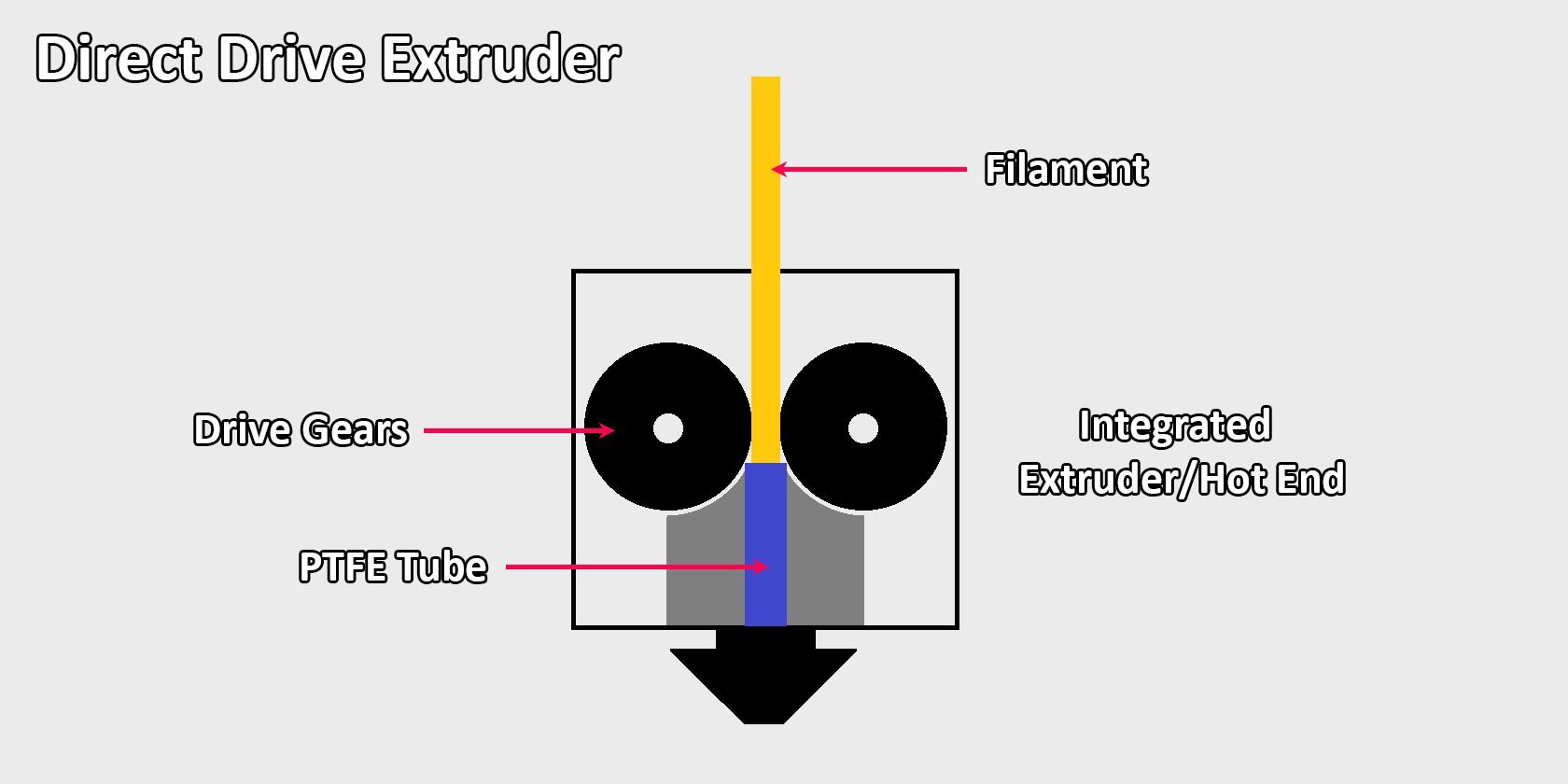
A técnica de extração a frio, também conhecida como “Método de amolecimento do filamento”, é um processo de remoção de resíduos indesejados e materiais queimados do bocal de uma impressora 3D e do percurso do filamento através da utilização de uma alimentação contínua de filamento de impressão 3D. Este método utiliza ciclos controlados de aquecimento e arrefecimento para fazer com que uma pequena secção do filamento se torne semi-fundida, que depois adere a quaisquer partículas encontradas no bocal, limpando-o eficazmente.
O filamento é extraído à força do bocal por meio de manipulação física, o que constitui o aspeto de tração de uma extração a frio. Esta técnica de limpeza do bocal deriva a sua denominação da exigência de que o filamento esteja quase no seu ponto de transição vítrea (a temperatura à qual se torna maleável) antes de ser retirado da extrusora. Esta temperatura é muito mais baixa do que as temperaturas típicas de extrusão.
A nomenclatura “puxar à temperatura de transição vítrea” pode não ser tão elegante e, por isso, “puxar a frio” foi considerada uma designação mais adequada para este método de limpeza de bicos.
Porquê efetuar uma extração a frio?
Num cenário ideal, recomenda-se a utilização de bicos distintos para materiais que são impressos a temperaturas substancialmente divergentes. Isto porque a execução da impressão de nylon a 290°C após um lote de peças de PLA extrudidas a 190°C é suscetível de resultar em consequências adversas. O considerável contraste térmico entre os dois filamentos pode levar a que os resíduos de PLA existentes no interior do bocal congelem como restos carbonizados, causando assim obstruções e inutilizando a cabeça de impressão.
A realização de cold pulls entre sessões de impressão com materiais diferentes pode atenuar o incómodo e a complexidade de trocar frequentemente os bicos. Além disso, a execução regular de recolhas a frio não só ajuda a aliviar os bloqueios parciais dos bicos, como também evita a sua ocorrência.Isto é particularmente crítico quando se utilizam filamentos especializados, como os à base de madeira, uma vez que os resíduos deixados no bocal por estes materiais podem inflamar-se e resultar em obstruções completas do bocal.
Caso se depare com um bloqueio completo, o nosso guia completo sobre
A técnica de tração a frio provou ser um método fiável para resolver obstruções parciais do bocal, que são capazes de causar danos significativos nas impressões 3D, tornando-as frágeis, introduzindo imperfeições na superfície ou mesmo resultando em quebras durante o processo de impressão.
É uma realidade inabalável que perfurar um jato quente com uma agulha é inconsequente, e a única forma possível de escapar a esta situação é realizar uma extração a frio.
Como efetuar uma extração a frio
Ao efetuar uma extração a frio, o processo torna-se mais fácil de gerir com a familiaridade. No entanto, é essencial ter prudência durante as primeiras tentativas, uma vez que podem ocorrer danos no conjunto da extrusora se não for executado corretamente. Para minimizar o risco de danos, sugerimos que tenha à mão um conjunto de alicates, um alicate de corte e uma bobina de filamento de nylon.
Passo 1: Preparar o filamento de limpeza
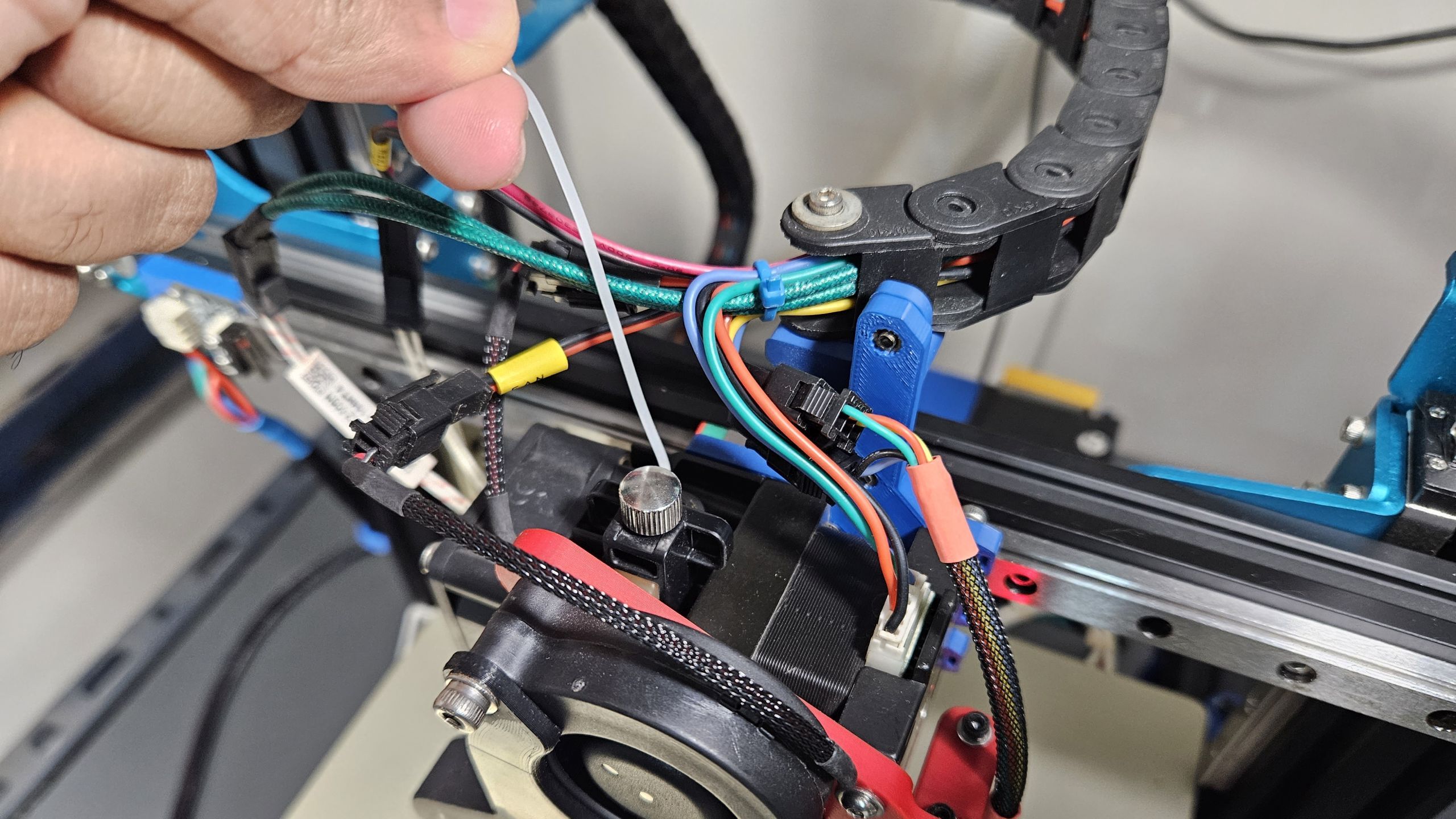
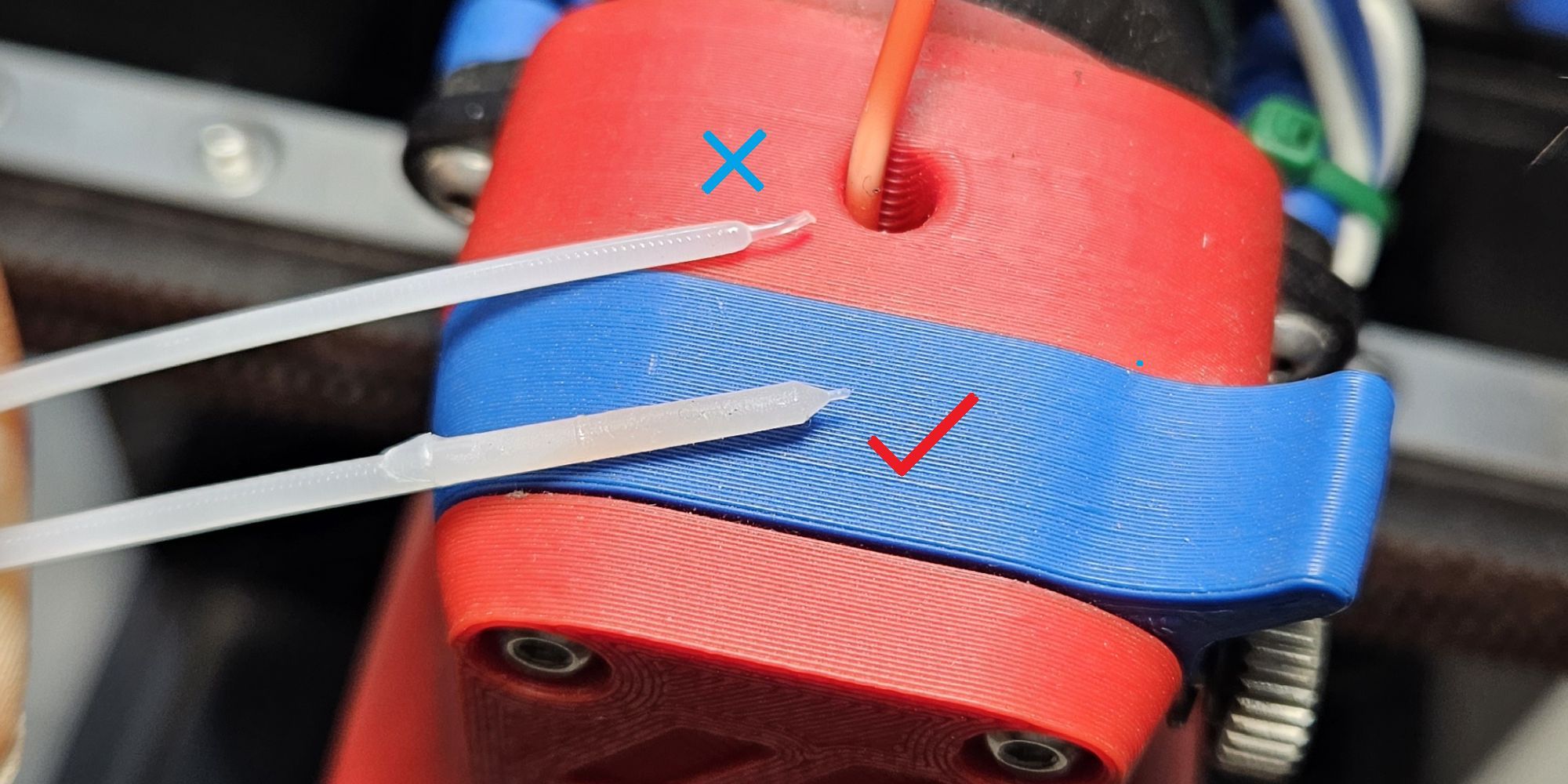
Deve ser preparado um segmento de filamento, com cerca de trinta centímetros de comprimento, de preferência de nylon. Utilizando um alicate de corte, corte uma pequena porção do filamento num ângulo, tal como ilustrado na imagem seguinte, de modo a formar uma ponta afiada. Isto facilita a inserção do filamento no bocal, permitindo-lhe contornar as engrenagens da extrusora e quebrar o calor sem obstáculos.

Passo 2: Remover o tubo Bowden
Certifique-se de que o percurso do filamento dentro da cabeça de impressão é facilmente acessível, desligando o tubo Bowden ligado ao terminal do bocal.
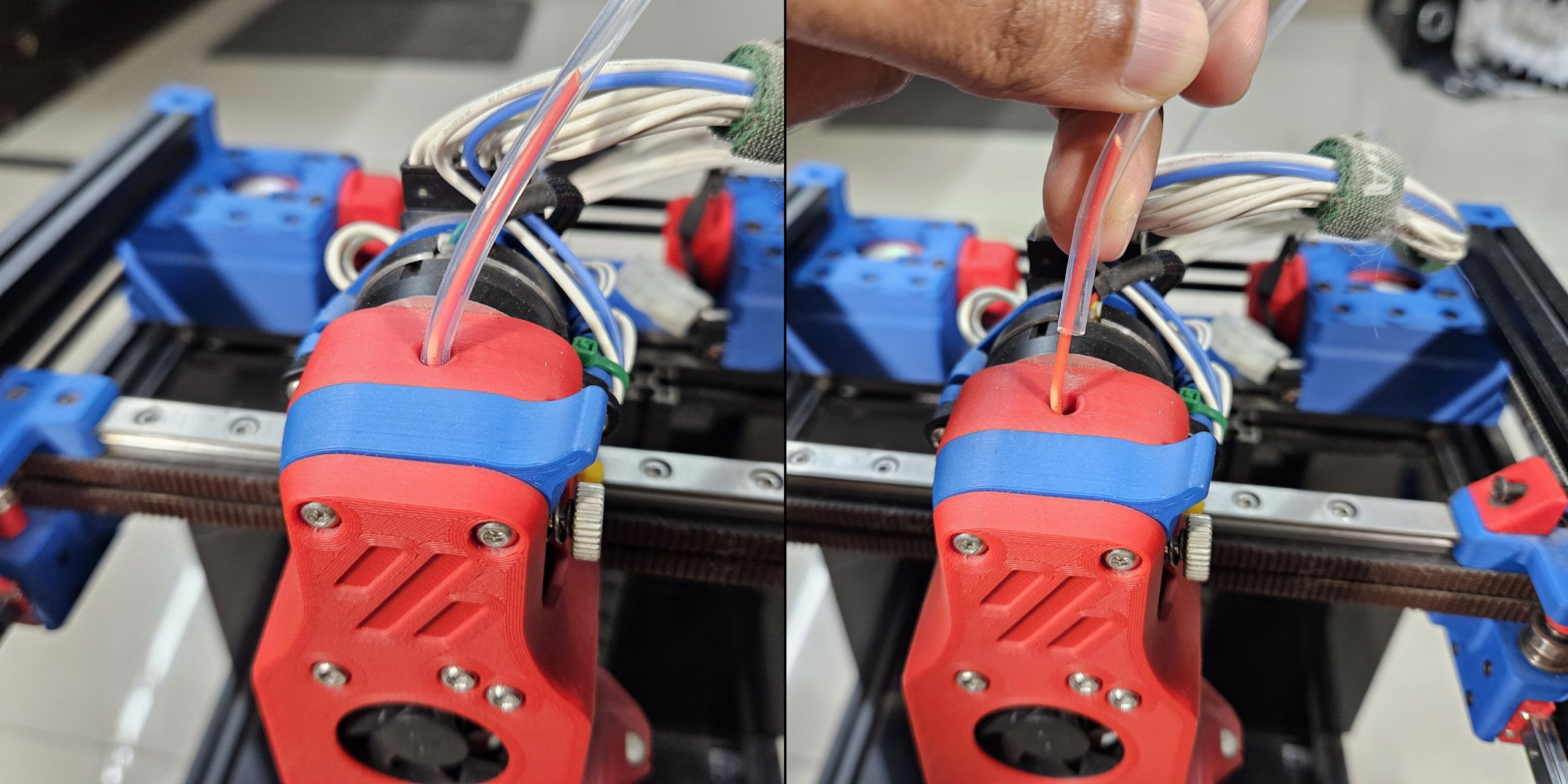
Todas as impressoras que incorporam extrusoras Bowden estão sujeitas a esta exceção, a menos que possuam extrusoras de acionamento direto que não utilizem tubos Bowden. No entanto, algumas impressoras 3D equipadas com extrusoras de acionamento direto, incluindo todas as variantes da Voron e as impressoras da Bambu Labs, utilizam tubos Bowden invertidos. Nestes casos, é necessário eliminar os tubos Bowden para ter acesso ao filamento.
Passo 3: Criar espaço entre o bocal e a base
Elevar a cabeça de impressão suficientemente acima da plataforma de construção para que qualquer excesso ou filamento previamente utilizado possa ser expelido sem interferência.
Passo 4: Remover o filamento antigo
O processo consiste em desinstalar o filamento atual da extremidade aquecida, elevando a temperatura do bocal até à temperatura de extrusão necessária para o filamento carregado. Posteriormente, quando o bocal atinge o seu calor de funcionamento, pode-se extrair o filamento manualmente utilizando uma extrusora Bowden, mas note-se que esta técnica é aplicável apenas a extrusoras Bowden.
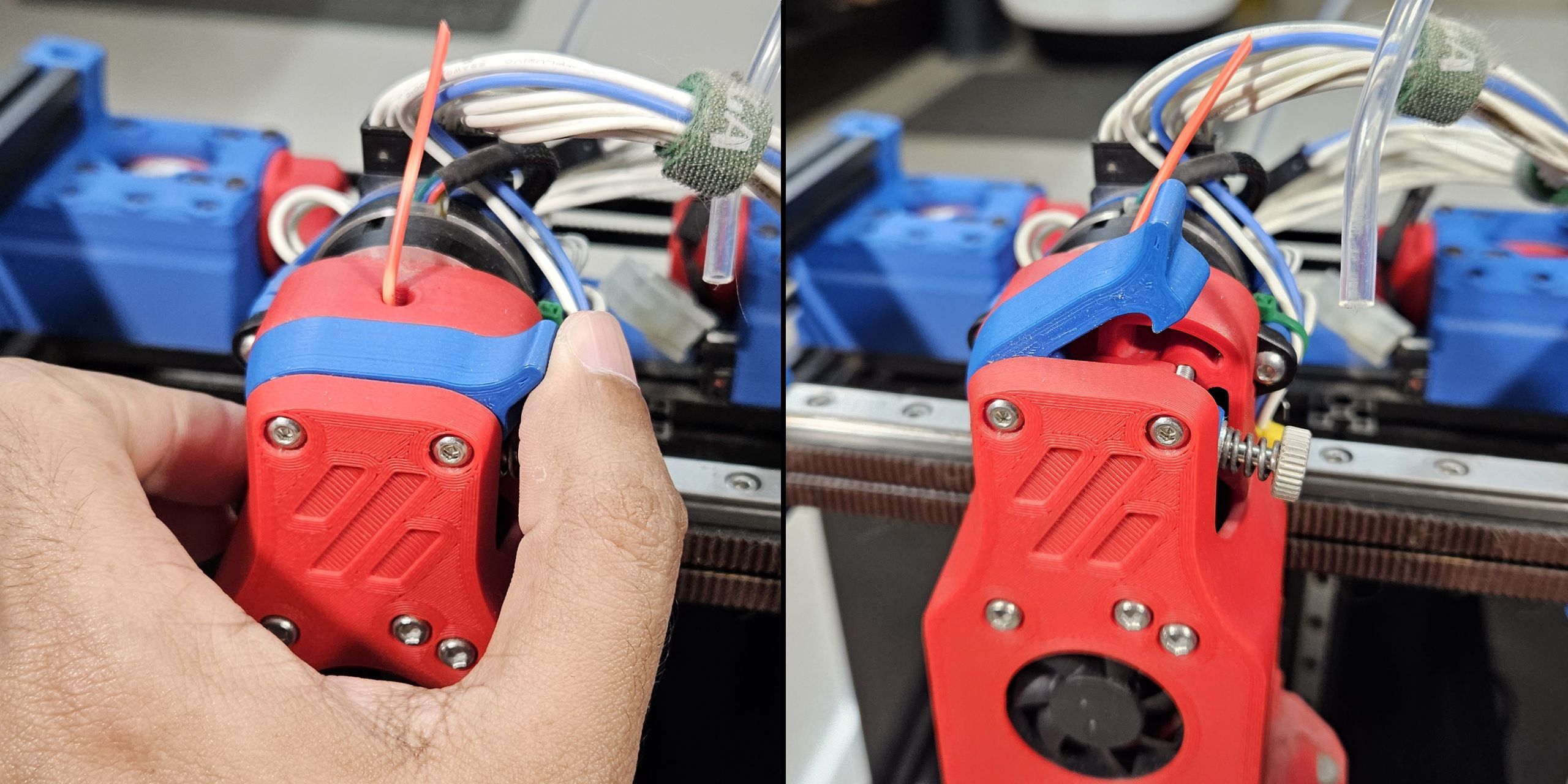
Os métodos acima mencionados englobam três abordagens alternativas para extrair o filamento de uma impressora equipada com uma extrusora de acionamento direto. A primeira abordagem envolve a utilização da rotina de descarga dentro do firmware da impressora para atingir este objetivo. Além disso, a desativação do motor de passo da extrusora através da interface do utilizador pode permitir a extração manual do filamento. Como alternativa, o braço tensor da maioria das extrusoras de transmissão direta pode ser desativado manualmente, facilitando assim a extração manual do filamento.
Passo 5: Definir a temperatura do bocal
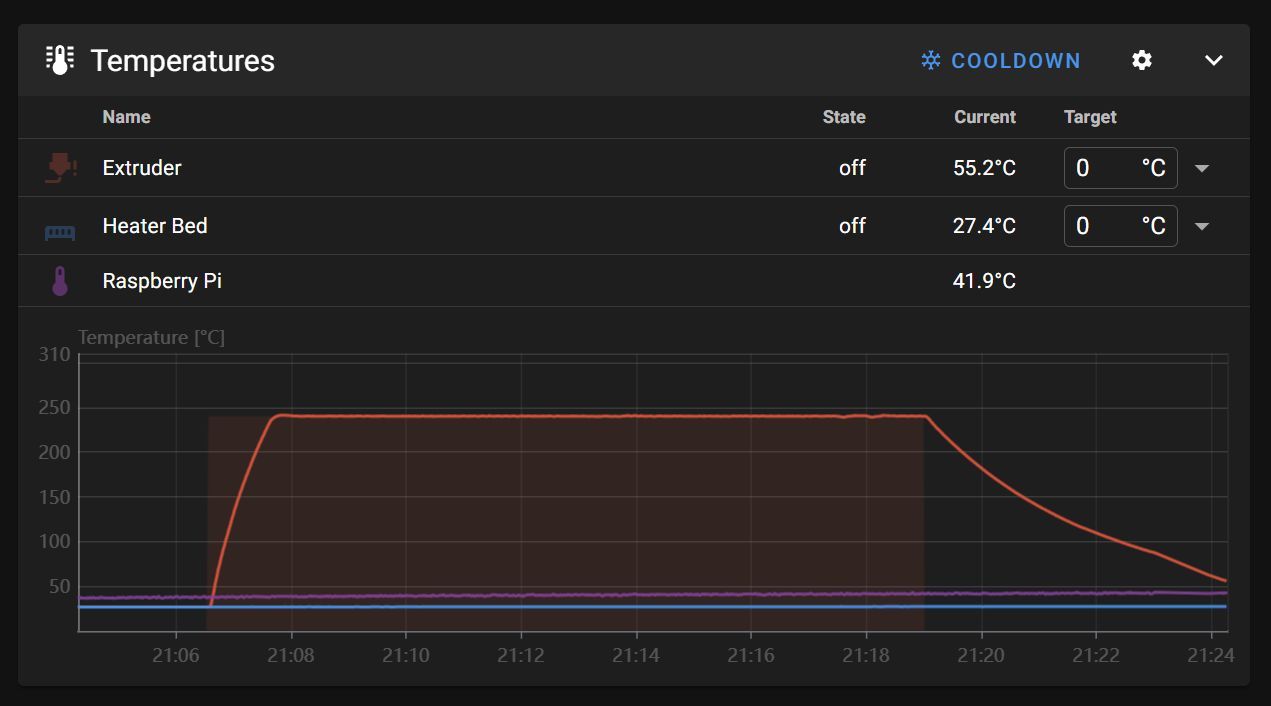
Como o bocal permanece num estado quente, deve ser elevado à temperatura de extrusão recomendada pelo produtor do filamento de nylon. O intervalo de temperatura para este processo pode variar entre 250 graus Celsius e 280 graus Celsius, com base na mistura do material e nas dimensões do bocal.
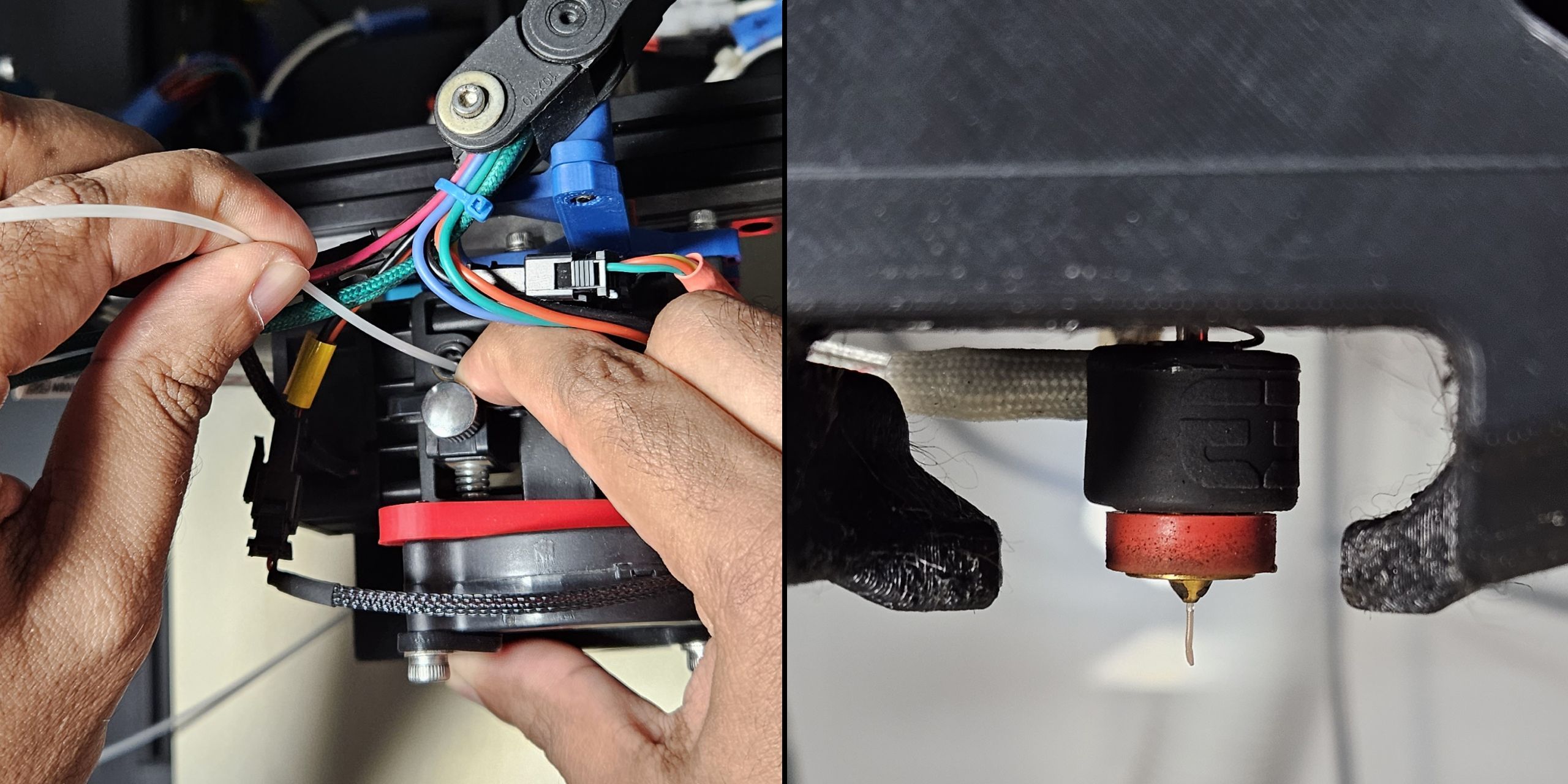
A inserção da secção de nylon na extremidade aquecida deve ser efectuada com a ponta pontiaguda a abrir caminho quando o bocal tiver atingido o seu calor operacional. Uma parte limitada do filamento de nylon deve então ser impelida através do bocal.
Passo 6: Moldar o filamento no interior do bocal
Desligar o aquecedor do bocal. À medida que a temperatura do bocal diminui, aplique uma força consistente para baixo sobre o filamento para permitir que uma pequena quantidade continue a sair do bocal. Manter esta força até que o filamento deixe de sair do bocal. Manter a pressão durante mais vinte segundos.
A aplicação de calor a esta substância faz com que ela se torne mais densa e ocupe todo o espaço dentro do bocal, resultando numa forte adesão entre o nylon derretido e quaisquer resíduos que possam estar presentes dentro do bocal.
Passo 7: Deixar o filamento solidificar
Deixar o bocal atingir uma temperatura de 50 graus Celsius antes de prosseguir.
Certifique-se de que a extrusora de acionamento direto mantém o filamento firmemente agarrado, uma vez que qualquer tentativa de o remover pode resultar em danos ou quebra.Para facilitar a remoção do filamento, é necessário desativar o motor de passo da extrusora durante este processo. Como alternativa, pode optar-se por desengatar manualmente o braço tensor da extrusora enquanto se extrai cuidadosamente o filamento nas fases seguintes.
Passo 8: Aquecer o bocal
Ajuste a temperatura do bocal para cento e vinte graus Celsius.
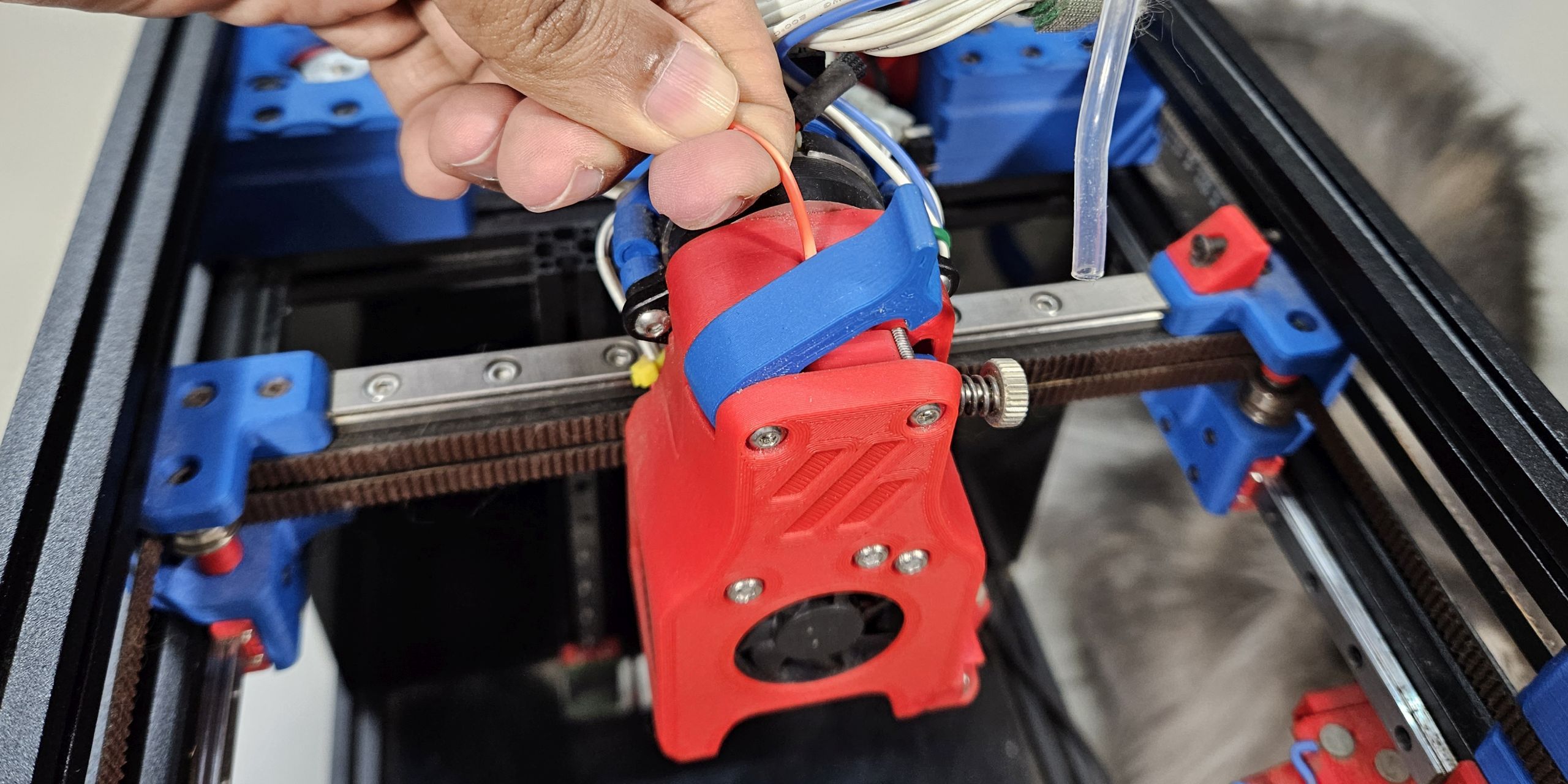
Passo 9: Manter a tração constante
À medida que a mesa de impressão começa a aquecer, agarre o filamento com firmeza na direção ascendente, como se estivesse a tentar extraí-lo da impressora.
O filamento, uma vez arrefecido, torna-se difícil de extrair do bocal devido à sua rigidez. No entanto, ao ser aquecido, pode perder a sua aderência a quaisquer detritos dentro do bocal e tornar-se demasiado mole para ser retirado. Por conseguinte, a manutenção de uma tensão contínua no filamento permite a extração quando este se encontra a uma temperatura óptima, em que amoleceu o suficiente para se soltar do bocal, mas continua suficientemente firme para reter os resíduos.
O intervalo de temperatura ideal para a maioria dos filamentos de nylon situa-se entre 110 e 120 graus Celsius. Após a conclusão bem sucedida deste processo, será emitido um som de estalo audível. Além disso, a observação de uma réplica quase exacta da cavidade do bocal pode servir como uma indicação visível de realização.
Passo 10: Repetir até o filamento estar limpo
Uma observação digna de nota é que, ao utilizar um filamento de nylon branco ou translúcido, a deteção de resíduos queimados deixados no bocal torna-se mais evidente durante a implementação deste método. A continuação deste processo deve ser efectuada até que todos os vestígios visíveis de resíduos de filamento tenham sido eliminados através de sucessivas puxadas a frio.
Manutenção Preventiva com Puxadas a Frio
Utilizando este método criteriosamente, é possível eliminar o entupimento parcial e evitar o entupimento total. Isto é particularmente relevante para indivíduos que imprimem frequentemente com materiais não convencionais ou empregam vários tipos de filamentos de impressão 3D nas suas operações.